





INDUSTRIES & CUSTOM APPLICATIONS











Slurry Pumps and Dredge Equipment, MADE in the USA
About EDDY Pump
EDDY Pump Corporation is a state-of-the-art dredge pump engineering and slurry pump manufacturing company. We are committed to providing the best technology and service to our clients.
We are one of the few dredge manufacturers that build both our pumps and dredging equipment to ensure optimal support.
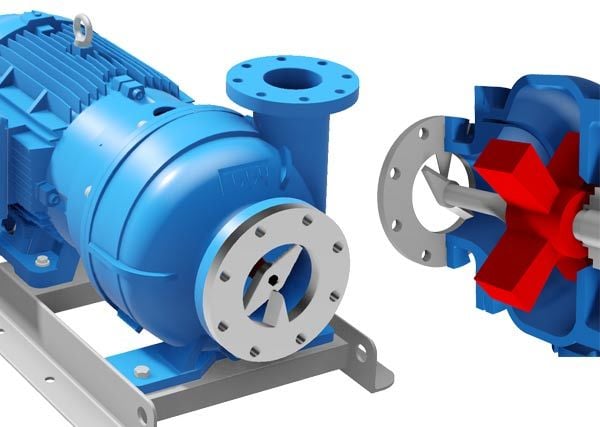
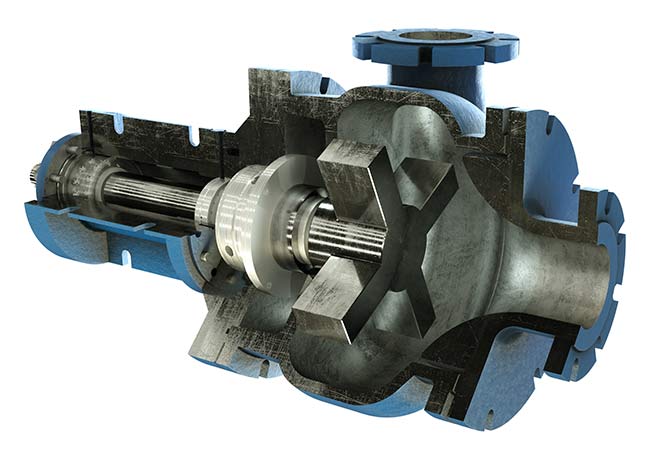
Our patented pump technology outperforms all centrifugal, vortex and positive displacement pumps in a variety of the most difficult pumping applications. Our pump design allows for longer intervals between maintenance, which translates to increased output, more uptime and higher profits. Read More
EDDY Pump vs Centrifugal Pump Video
How The Pump Works

Pump Benefits and Advantages
- Non-Clog, High Viscosity, High Specific Gravity, High Abrasives, Low pH Pumping Design
- 40-70% Solids Pumping by Volume
- Ability to pump objects of up to 11-inches in diameter
- 100% American Made
- State-of-the-Art Research and Development Facilities
- Read More
Recent Dredging and Marine Construction Projects

Flatiron Construction
Wet weather and wastewater treatment station desludging. Read More

Budrovich Marine
Mississippi River marine dredging project from a barge-deployed excavator dredge pump with rotating cutterhead. Read More

Mare Island Dry Dock
Barge unloading using an EDDY Pump Cable deployed dredge pump with high pressure water jetting ring. Read More




Call for Sales or Support
Call 619-404-1916
Client Testimonials
EDDY Pumps perform best in harsh conditions because of our patented non-clogging design.






Looking for ultra-durable, superior quality, cost-effective, modular design pipe floats, cable floats, and hose floats for your pumping work?
Eddy Pump recommends EZConnectFloats.
- Offers a patented, flexible, and customizable industry-specific floating system
- Can be easily and quickly assembled, disassembled, modified, or expanded in 10 minutes without heavy machinery or skilled labor.
- Environmentally friendly, highly durable, and low maintenance.
- Various types of floats, connectors, and accessories. Allows you to create your customized floating structures tailored to your needs
- Suitable for many applications – dredging, oil and gas, mining, wastewater treatment, and marine construction
- Excellent customer service and tech support at an unbeatable price.
Looking for heavy-duty excavator equipment to optimize and enhance excavator projects worldwide?
Try Hawk Excavator.
- A globally trusted manufacturer of long-reach excavator kits, RTK/GPS, amphibious undercarriages, and modular barges.
- Compatible with the world’s leading manufacturers of construction and mining equipment, such as Hitachi, Komatsu, Caterpillar, John Deere, and other excavators
- ISO 9001 certified
- The trusted choice for safety, security, and sustainability solutions Know more
- Decades of experience with heavy-duty excavator equipment
Slurry Pumps and Dredge Pictures




Products and project photos involving EDDY pump. See our industrial slurry pumps in action at our video page Here. Learn about EDDY Pump product and technology here.
Industries that Trust EDDY Pump
- Marine Construction and Dredging
- Heavy Construction Pumping
- Mine Dewatering and Mineral Recovery
- US Navy

Get Expert Selection Help
Rent or Buy, Excavator Attachment Pumps and Slurry Pumps for Dredging.
Applications Include: Sand & Gravel, Mining, Commercial Food Processing, Sewage, Waste Water and Drilling Mud.
Featured In
